
200*204*12*12H型钢 太原热轧H型钢 来图定制



入炉块度应适中。4氧气转炉炼过程控制的目的是什么?:氧气转炉炼过程控制的目的是使操作稳定,缩短冶炼时间,降低各种能耗,提高终点命中率,从而达到高产、 、低耗和省力。具体地讲,炼控制要求尽可能地形成碱性渣,使降低碳和成渣速度加快。在尽可能少加入辅助材料消耗的条件下,保证钢水充分脱硫、脱磷;炼过程中喷溅和溢渣 少,炉龄长,金属收得率高,产品各项指标符合要求,能源消耗少。钢水中加入脱氧剂越多,钢中氧就一定越少的说法是否正确?为什么?:不正确,因为脱氧元素加入钢中后,一方面可以与氧发生脱氧反应,使氧的浓度降低,另一方面却影响氧的活度系数。轧三特钢
H型钢的产品规格很多,分类方法有以下几种。(1)按产品的翼缘宽度分为宽翼缘、中翼缘和窄翼缘H型钢。宽翼缘和中翼缘H型钢的翼缘宽度B大于或等于腹板高度H。窄翼缘H型钢的翼缘宽度B约等于腹板高度H的二分之一。轧三特钢(2)按产品用途分为H型钢梁、H型钢柱、H型钢桩、极厚翼缘H型钢梁。有时也将平行腿槽钢和平行翼缘丁字钢也列入H型钢的范围。一般以窄翼缘H型钢作为梁材,以宽翼缘H型钢作为柱材,据此又有梁型H型钢和柱型H型钢之称。(3)按生产方式分为焊接H型钢和轧制H型钢。(4)按尺寸规格大小分为大、中、小号H型钢。通常将腹板高度H在7 称为中号,小于300mm的称为小号。至1990年末,世界上的H型钢腹板高度1200mm,翼缘宽度为530mm。
轧三特钢,H型钢的产品标准分为英制系统和公制系统两大类。美、英等国采用英制,、日本、德国和俄罗斯等国采用公制,尽管英制和公制使用的计量单位不同,但对H型钢则大都用4个尺寸表示它们的规格,即:腹板高度h、翼缘宽度b、腹板厚度d和翼缘厚度t。尽管世界各国对H型钢尺寸规格大小的表示方法不同。但所生产的产品尺寸规格范围及尺寸公差相差不大 H型钢 太原热轧H型钢 来图现在,擦拭技能首要是棒磨擦拭和机械擦拭。关于机械擦拭,一般以为影响擦拭作用要素首要是擦拭机的结构特色和装备方式,其次为工艺要素,包含擦拭时刻和擦拭浓度。机械擦拭的功率随矿浆浓度添加而进步,原因是添加矿浆浓度能够使颗粒之间磕碰的几率添加。研讨标明,砂矿擦拭浓度在5%~6%之间作用。擦拭时刻原则上以始到达产品质量要求为基准,不宜过长.因为时刻过长,会加大设备磨损,进步能耗和构成选矿提纯本钱的添加。
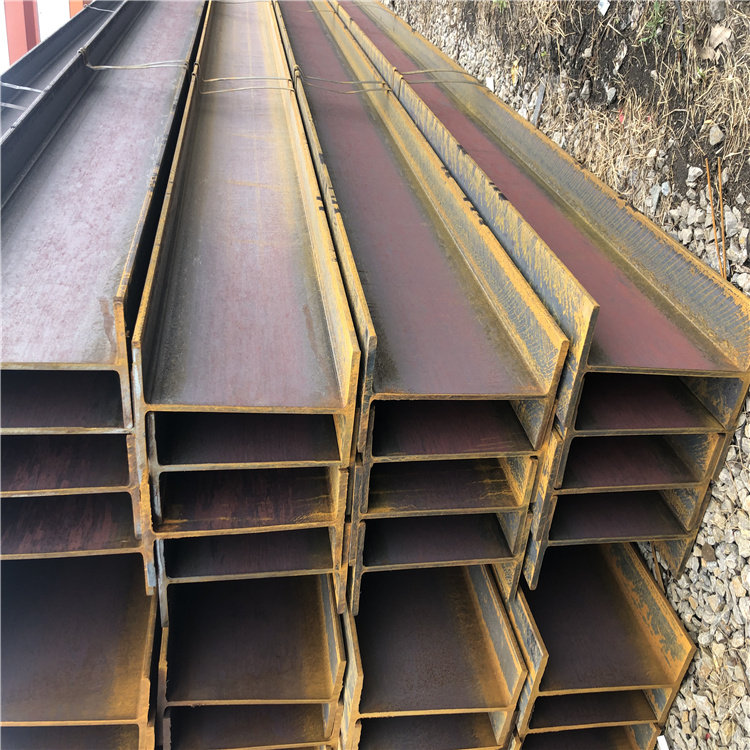
H型钢是一种截面面积分配更加优化、强重比更加合理的经济断面型材,因其断面与英文字母“H”相同而得名。由于H型钢的各个部位均以直角排布,因此H型钢在各个方向上都具有抗弯能力强、施工简单、节约成本和结构重量轻等优点,已被广泛应用。断面形状类似于大写拉丁字母H的一种经济断面型材,又叫钢梁、宽缘(边)钢或平行翼缘钢。H型钢的横断面通常包括腹板和翼缘板两部分,又称为腰部和边部。